Двигатель
Неисправности двигателя
Перегрев двигателя
Охлаждающая жидкость
Как заменить масло двигателя
Установка поршня в ВМТ такта сжатия
Расположение меток ВМТ
Ремень распредвала
Натяжение ремня распредвала
Маховик
Прокладки двигателя
Прокладки двигателя ВАЗ 2111
Прокладки двигателя ВАЗ 2110 и 21083
Прокладки двигателя у всех ВАЗ
Прокладка масляного картера
Маслосъёмные колпачки
Сальники коленвала
Передний сальник
Задний сальник
Сальник распредвала
Головка блока цилиндров
Притирка клапанов
Регулировка зазоров клапанов
Монтаж двигателя
Разбираем двигатель
Браковка частей
Сборка двигателя
Система смазки
Масляный насос
Промывка вентиляции картера
Система охлаждения
Водяной насос
Термостат
Термостат (впрыск)
Термостат (карб)
Выхлопная система
Подушки выхлопгой системы
Глушитель
Резонатор
Каталитический нейтрализатор
Приёмная труба глушителя
Система питания
Воздушный фильтр
Топливный фильтр
Топливный насос
Бензобак
Форсунки
Регулятор давления топлива
Трос дроссельной заслонки
Регулировка дроссельной заслонки
Дроссельный патрубок
Карбюраторный двигатель
Топливный датчик
Топливный насос
Монтаж топливного насоса
Ремонт топливного насоса
Фильтр тонкой очистки и обратный клапан
Трос дроссельных заслонок
Карбюратор
Ремонт карбюратора
Регулировки карбюратора
Уровень топлива в поплавковой камере
Привод дроссельных заслонок
Холостой ход двигателя
Ремонт двигателя ВАЗ 2112
Разборка двигателя ВАЗ 2112
Сборка двигателя ВАЗ 2112
Головка блока цилиндров
Работа с головкой блока ВАЗ 2112
Распредвал
Натягиваем зубчатый ремень
| Браковка частей
 |
|

|

|

|
1. Очистите головку поршня от нагара. Если
на поршне есть задиры, следы прогара, глубокие царапины, трещины,
замените поршень. Прочистите канавки под поршневые кольца. Это удобно
делать обломком старого кольца.
|
2.
Прочистите отверстия для стока масла подходящим
куском проволоки.
|
3. Проверьте зазоры между кольцами и канавками
на поршне.
Номинальный зазор, мм:
верхнее компрессионное кольцо 1 – 0,04–0,075;
нижнее компрессионное кольцо 2 – 0,03–0,065;
маслосъемное кольцо 3 – 0,02–0,055;
Предельно допустимый зазор для всех колец – 0,15 мм. |

|

|
 |
| 4. Наиболее точно зазоры можно определить промером
колец и канавок на поршне. Для этого замерьте микрометром толщину
колец в нескольких местах по окружности, затем... |
5. ...с помощью набора щупов измерьте ширину
канавок также в нескольких местах по окружности. Вычислите средние
значения зазоров (разница между толщиной кольца и шириной канавки).
Если хотя бы один из зазоров превышает предельно допустимый, замените
поршень с кольцами. |
6. Измерьте зазоры в замках колец, вставив кольцо
в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр
(в котором оно работало), продвиньте поршнем как оправкой кольцо в
цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и...
|

|

|
 |
| 7. ...щупом измерьте зазор в замке кольца. Номинальный
зазор должен быть 0,25–0,45 мм, предельно допустимый (в результате
износа) – 1,0 мм. Если зазор превышает предельно допустимый, замените
кольцо. | 8. Если зазор меньше 0,25 мм, аккуратно сточите
надфилем торцы кольца. |
9. Проверьте зазоры между поршнями и цилиндрами.
Зазор определяется как разность между замеренными диаметрами поршня
и цилиндра. Номинальный зазор равен 0,025–0,045 мм, предельно допустимый
– 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни
из последующих классов, чтобы зазор был как можно ближе к номинальному.
Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный
размер и установите поршни соответствующего ремонтного размера. Измерьте
диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной
поршневому пальцу. |
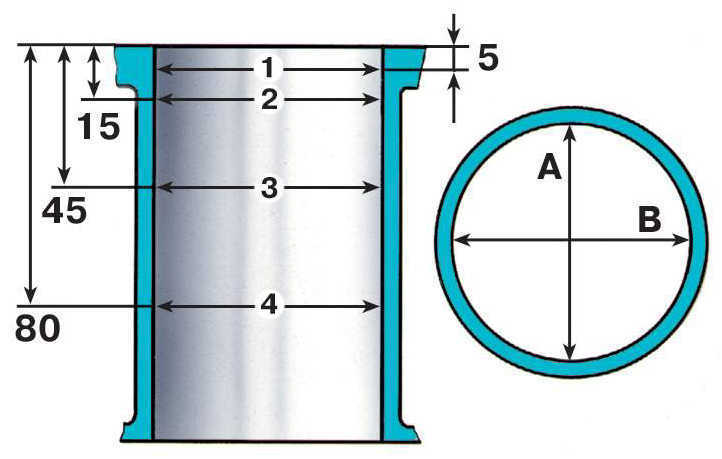 |
10. Затем
измерьте диаметры цилиндра в двух перпендикулярных плоскостях (вдоль
В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для
этого необходим специальный прибор – нутромер. |
11. При замене деталей шатунно-поршневой
группы необходимо подобрать поршни к цилиндрам по классу и одной группы
по массе, а также поршневые пальцы к поршням по классу и шатуны по
массе. Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости
от диаметров делят на пять классов: A, B, C, D, E.
В запасные части поставляются поршни номинального размера трех классов
A, C, E и двух ремонтных размеров. Первый ремонтный – увеличенный
на 0,4 мм, второй – на 0,8 мм.
По массе поршни разбиты на три группы: нормальную, увеличенную на
5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни
одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных
размеров, увеличенных на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного
размера выбито число «40», второго – «80». |
| |

|

|
 |
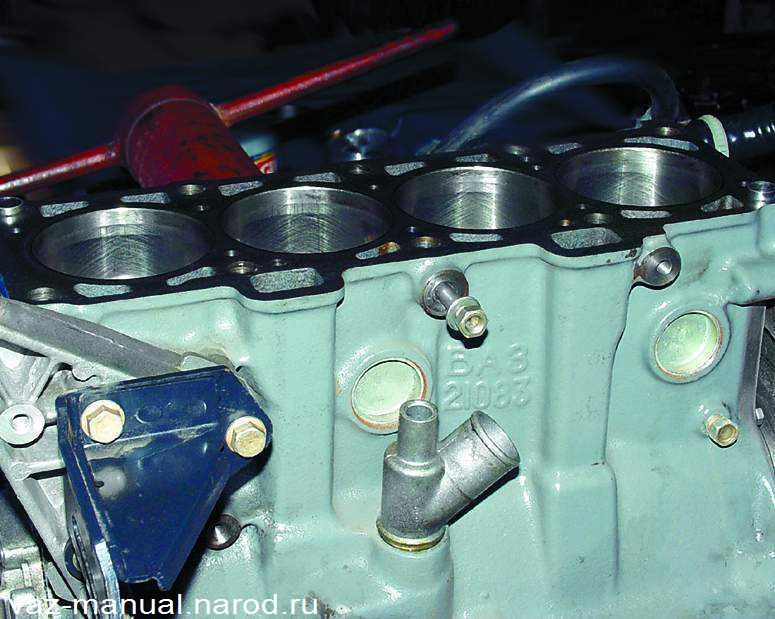
| 12. На блоке цилиндров группа цилиндров выбивается
на нижней плоскости блока (привалочная плоскость под масляный картер)
напротив каждого цилиндра. |
13. На днище поршня выбиваются следующие данные:
1 – класс поршня по отверстию под палец;
2 – класс поршня по диаметру;
3 – стрелка, показывающая направление установки поршня;
4 – ремонтный размер (1-й ремонтный – треугольник, 2-й ремонтный –
квадрат);
5 – группа по массе (нормальная – «Г», увеличенная на 5 г – «+», уменьшенная
на 5 г – «–»).
|
14. Пальцы с трещинами замените. Палец должен
легко входить в поршень от усилия большого пальца руки. Вставьте палец
в поршень. Если при покачивании пальца ощущается люфт, замените поршень.
При замене поршня подберите к нему палец по классу. Поршневые пальцы
разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм.
Класс пальца маркируется на его торце краской. Класс поршня по пальцу
выбивается на днище поршня, класс шатуна по пальцу – на крышке шатуна. |

|

|
 |
| 15. Замените сломанные кольца и расширитель
маслосъемного кольца. |
16. Замените сломанные или треснувшие
стопорные кольца, удерживающие поршневой палец. Концы стопорных колец
должны находиться в одной плоскости. Погнутые кольца замените. |

|

|
 |
| 17. Замените погнутые шатуны. Замените шатун,
если во втулке 1 верхней головки есть задиры и глубокие царапины.
Замените шатун, если при разборке двигателя было обнаружено, что шатунные
вкладыши провернулись в шатуне. Шатуны обрабатывают совместно с крышками,
поэтому их нужно менять комплектом. |
18. Вставьте палец в верхнюю головку шатуна.
Если при покачивании пальца ощущается люфт, замените шатун. Шатуны
в сборе с крышками по массе верхней и нижней головки разделены на
классы. |
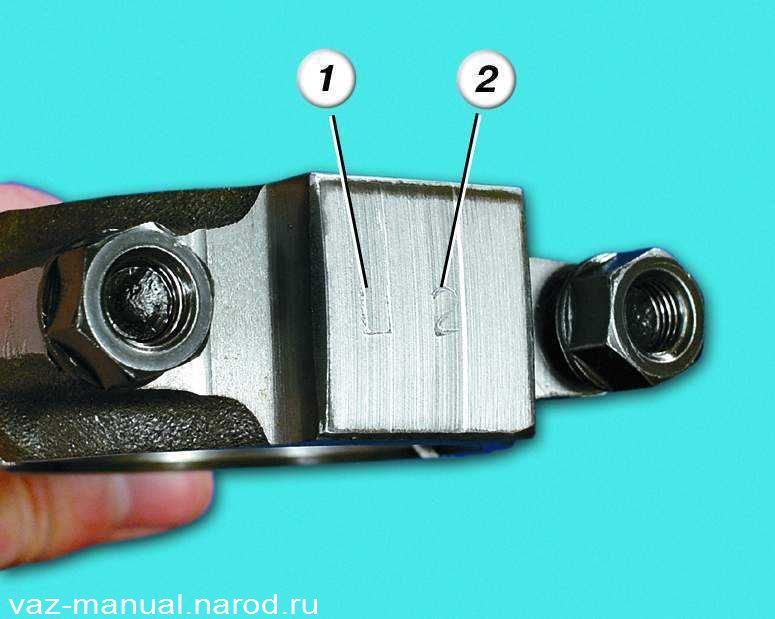
19. В двигателе должны устанавливаться шатуны
одного класса. Маркировка шатуна наносится на его крышке: 1 – класс
шатуна по массе (буква или краска), 2 – класс шатуна по пальцу. |

|

|
 |
| 20. Если на поверхностях, по которым работают
сальники, есть глубокие риски, царапины, забоины, коленчатый вал необходимо
заменить. |
21. Промерьте коренные
и шатунные шейки коленчатого вала. Номинальные диаметры шеек коленчатого
вала, мм:
коренных – 50,799–50,819;
шатунных – 47,830–47,850.
Если износ шеек превышает 0,03 мм или овальность шеек превышает
0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек:
первый – 0,25 мм;
второй – 0,5 мм;
третий – 0,75 мм;
четвертый – 1,00 мм. |
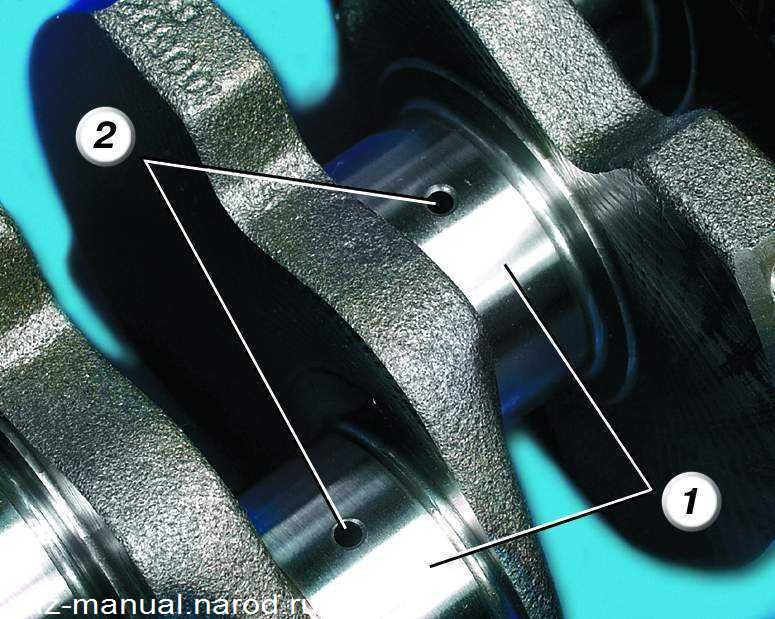
22. Если на коренных и шатунных шейках 1 есть
незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего
ремонтного размера. Эту работу рекомендуется выполнять в специализированной
мастерской. После отполируйте шейки и притупите острые кромки фасок
масляных каналов 2 абразивным конусом. Промойте коленчатый вал и продуйте
сжатым воздухом масляные каналы. Овальность и конусность всех шеек
после шлифовки не должна превышать 0,005 мм. После шлифовки шеек установите
вкладыши ремонтных размеров. |

|

|
 |
| 2Если на рабочих поверхностях упорных полуколец
есть задиры, риски и отслоения, замените полукольца. На полукольцах
запрещается проводить любые подгоночные работы. |
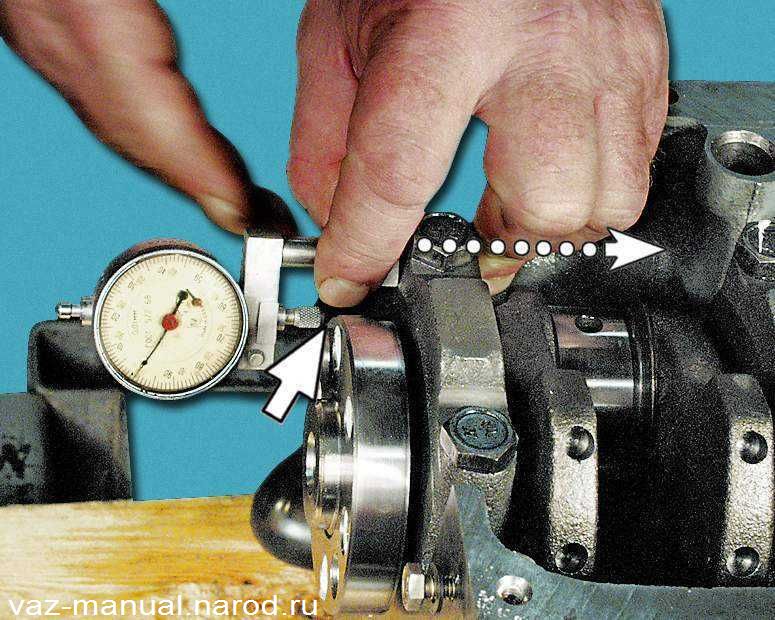
24. Измерьте осевой зазор коленчатого вала.
Для этого установите коленчатый вал и упорные полукольца в блок цилиндров
и затяните болты крепления крышек коренных подшипников (смотрите соответствующий раздел). |
25. Установите индикатор так, чтобы его ножка
упиралась во фланец вала. Сдвиньте коленчатый вал до упора от индикатора
и установите стрелку индикатора на 0. Сдвиньте вал в обратную сторону.
Индикатор покажет величину зазора. Номинальный осевой зазор коленчатого
вала равен 0,06–0,26 мм, предельно допустимый – 0,35 мм. Если зазор
превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального
– 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487
мм. |
|
 |
26. Осмотрите шатунные и коренные
вкладыши. Если на них есть трещины, задиры, выкрашивание – замените
вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина вкладышей, мм:
коренных – 1,824–1,831;
шатунных – 1,723–1,730.
Вкладыши поставляются в запасные части четырех ремонтных размеров,
увеличенной толщины:
первый – на 0,25 мм;
второй – на 0,5 мм;
третий – на 0,75 мм;
четвертый – на 1,00 мм. |
| |
|
27. Проверьте зазоры между вкладышами
коренных подшипников и шейками коленчатого вала. Эту работу рекомендуется
выполнять в специализированной мастерской. Измерьте диаметр шеек и
диаметры коренных подшипников, установив крышки с вкладышами на блок
и затянув их соответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленчатого вала равны:
коренные подшипники (номинальный) – 0,026–0,073 мм, предельно допустимый
– 0,15 мм;
шатунные подшипники (номинальный) – 0,02–0,07 мм, предельно допустимый
– 0,1 мм.
Если зазор превышает предельно допустимый, коленчатый вал необходимо
прошлифовать под следующий ремонтный размер (смотрите
пункт 21). |
28. В специализированной мастерской
можно замерить биение шеек коленчатого вала.
Биение должно составлять:
коренные шейки и посадочная поверхность под ведущую шестерню масляного
насоса – не более 0,03 мм;
посадочная поверхность под маховик – не более 0,04 мм;
посадочная поверхность под шкивы и сальники – не более 0,05 мм. |

|

|
 |
29. Тщательно прочистите и промойте масляные
каналы коленчатого вала.
|
30. При этом не рекомендуется выпрессовывать
заглушки самостоятельно, для этого обратитесь в специализированную
мастерскую. |
31. Тщательно очистите поверхности блока цилиндров
от остатков старых уплотнительных прокладок. Внимательно осмотрите
блок. Если обнаружите трещины, блок надо заменить в сборе с крышками
коренных подшипников. |

|
|
 |
| 32. Проверьте герметичность рубашки охлаждения
блока цилиндров. Для этого заглушите отверстие под водяной насос (установив
насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если
в каком-нибудь месте заметна течь, значит, блок негерметичен и его
надо заменить. |
3Осмотрите цилиндры. Если на зеркале цилиндров
есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный
размер (эту работу рекомендуется выполнять в специализированной мастерской)
или замените блок цилиндров. При различных дефектах глубиной более
0,8 мм блок ремонту не подлежит и его надо заменить. |
34. Очистите нагар в верхней части цилиндров.
Если там образовался поясок вследствие износа цилиндров, снимите его
шабером. Проверьте износ цилиндров, замерив их диаметры (смотрите
пункт 10). |
|
|
Номинальные размеры цилиндров и поршней
|
Класс
|
Диаметр, мм
|
Маркировка
|
|
пальца
|
отверстия в поршне и шатуне
|
пальца
|
поршня и шатуна
|
|
1
|
21,970-21,974
|
21,982-21,986
|
Синий
|
1
|
|
2
|
21,974-21,978
|
21,986-21,990
|
Зеленый
|
2
|
|
3
|
21,978-21,982
|
21,990-21,994
|
Красный
|
3
|
Классы поршневых пальцев, поршней и шатунов
|
Класс
3.
|
Диаметр , мм
|
|
цилиндра
|
поршня
|
|
А
|
82.00-82.01
|
82.00-82.01
|
|
B
|
82.01-82.02
|
82.01-82.02
|
|
C
|
82.02-82.03
|
82.02-82.03
|
|
D
|
82.03-82.04
|
82.03-82.04
|
|
E
|
82.04-82.05
|
82.04-82.05
|
Класс шатуна по массе верхней и нижней головки
|
Масса головок шатуна, г
|
Маркировка
|
|
верхний
|
нижний
|
буквой
|
краской
|
|
184±2
|
489±3
|
Ф
|
Красный
|
|
|
495±3
|
Л
|
Зеленый
|
|
|
501±3
|
Б
|
|
|
188±2
|
489±3
|
Х
|
|
|
|
495±3
|
М
|
|
|
|
501±3
|
В
|
|
|
192±2
|
489±3
|
Ц
|
|
|
|
495±3
|
Н
|
|
|
|
501±3
|
Г
|
Голубой
|
О хонинговании цидиндров
К сожалению, ресурс моторов отечественных и российских авто оставляет желать лучшего, а потому их приходится ремонтировать довольно часто. Как правило, капитальный ремонт подразумевает расточку блока цилиндров. О следующей после расточки операции — хонинговании — почему-то забывают, как преднамеренно, так и без задних мыслей. Бытует мнение, что если «хорошо расточить», то хонинговать не требуется. Однако не стоит путать эти схожие визуально, но преследующие разные цели операции. При ремонте блока необходимо не только сгладить возникшие в результате износа искажения поверхности цилиндра (эллипсность и конусность), но и подготовить ее к последующей работе. Хонингование призвано сформировать микропрофиль зеркала цилиндров. Поверхность  должна быть одновременно и гладкая, чтобы минимизировать потери на трение, и шероховатая, чтобы на ней удерживалось масло, а пары трения быстро прирабатывались. Таким образом,требования к качеству хонингования довольно высоки, и им не всегда отвечает качество работ наших автомастерских. Естественно, отдельный станок для такой операции никто закупать не будет, поэтому ее доверяют партнерам (как правило, крупным заводам). Однако наличие станка — условие необходимое, но не достаточное: важна еще и квалификация специалиста, правильная центровка детали на столе... Отметим, что даже на оборудовании 50-х годов можно выполнить обработку с требуемыми допусками, так что бояться послевоенных металлических гигантов не стоит. Правда, порой их хозяева не утруждают себя контролем состояния хонинговальной головки и поиском качественных брусков к ней. должна быть одновременно и гладкая, чтобы минимизировать потери на трение, и шероховатая, чтобы на ней удерживалось масло, а пары трения быстро прирабатывались. Таким образом,требования к качеству хонингования довольно высоки, и им не всегда отвечает качество работ наших автомастерских. Естественно, отдельный станок для такой операции никто закупать не будет, поэтому ее доверяют партнерам (как правило, крупным заводам). Однако наличие станка — условие необходимое, но не достаточное: важна еще и квалификация специалиста, правильная центровка детали на столе... Отметим, что даже на оборудовании 50-х годов можно выполнить обработку с требуемыми допусками, так что бояться послевоенных металлических гигантов не стоит. Правда, порой их хозяева не утруждают себя контролем состояния хонинговальной головки и поиском качественных брусков к ней.
|
